SAF™ 2205+ is a duplex (austenitic-ferritic) stainless steel with excellent material cleanliness, for highly demanding applications. The grade is characterized by:
- Alignment to IOGP S-563 and ISO 17781 standards
- Decreased phosphorous and sulfur content to match higher demanding applications
- High resistance to stress corrosion cracking (SCC) in chloride-bearing environments
- High resistance to stress corrosion cracking (SCC) in environments containing hydrogen sulphide
- High resistance to general corrosion, pitting and crevice corrosion
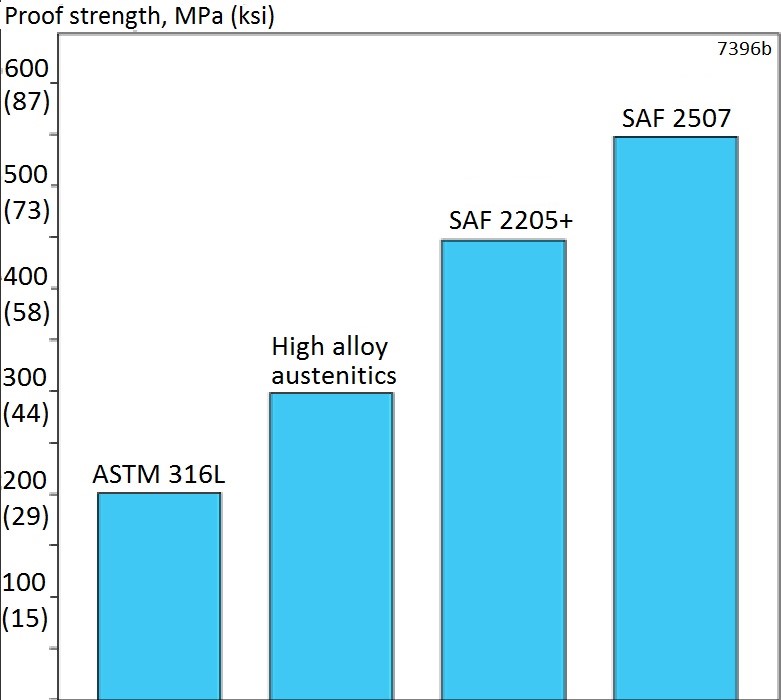
- High mechanical strength – roughly twice the proof strength of austenitic stainless steels
- Good hot-working properties
- High resistance to erosion corrosion and corrosion fatigue
- Physical properties that offer design advantages
- Good weldability
Standards
- UNS: S31803, S32205
- EN Number: 1.4462
- W.Nr.: 1.4462
Product standards
- IOGP S-563:2018
- ISO 17781:2017
- EN 10088-3, EN 10088-5 (dimensions up to 160 mm), EN 10272, EN 10222-5,
- ASTM A479, ASTM A276,
- NORSOK MDS D47 Rev 3, Rev 4, Rev 5
- Chemical composition and mechanical properties acc. to ASTM A182
Approvals
- Pressure Equipment Directive (PED 2014/68/EU)
- NORSOK M650 Ed. 4, NORSOK M630 Ed. 6, dimensions up to 260 mm.
- DNV, dimensions up to 300 mm
- Pre-approval for PMA
Certificate
- Status according to EN 10204/3.1
Chemical composition (nominal)
| C | Si | Mn | P | S | Cr | Ni | Mo | N |
|---|---|---|---|---|---|---|---|---|
| ≤0.030 | ≤1.0 | ≤2.0 | ≤0.020 | ≤0.010 | 22.5 | 5.5 | 3.2 | 0.18 |
Applications
Due to its excellent corrosion properties, SAF™ 2205+ is a highly suitable material for service in environments containing chlorides and hydrogen sulfide. The material is suitable for use in flowlines for the extraction of oil and gas from sour wells, in refineries and in-process solutions contaminated with chlorides. SAF™ 2205+ is particularly suitable for chloride-bearing water or brackish water is used as a cooling medium. The steel is also suitable for use in dilute sulphuric acid solutions and for the handling of organic acids, e.g. acetic acid and mixtures.
- The high strength of SAF™ 2205+ makes the material an attractive alternative to austenitic steels in structures subject to heavy loads.
- The good mechanical and corrosion properties make SAF™ 2205+ an economical choice in many applications by reducing the life cycle cost of the equipment.
Corrosion resistance
General corrosion
In most media, SAF™ 2205+ possesses better resistance to general corrosion than steel of type ASTM 316L and ASTM 317L. Impurities that increase corrosivity are often present in process solutions of acids. If there is a risk of active corrosion, higher-alloyed austenitic stainless steels should be chosen, e.g. Alleima® 2RK65 or Sanicro® 28.
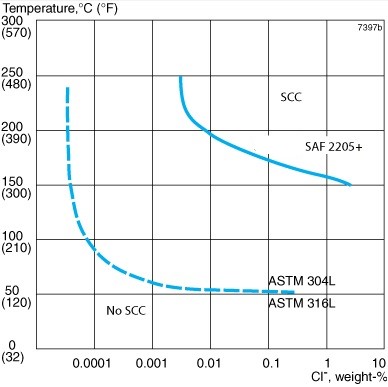
Stress corrosion cracking
The standard austenitic steels of the ASTM 304L and ASTM 316L types are prone to stress corrosion cracking (SCC) in chloride-bearing solutions at temperatures above 60°C (140°F). Duplex stainless steels are far less prone to this type of corrosion. Laboratory tests have shown good resistance to stress corrosion cracking of SAF™ 2205+. Results from these tests are presented in fig. 3. The diagram indicates the temperature-chloride range within which SAF™ 2205+, the standard steels ASTM 304L and ASTM 316L can be used without risk of stress corrosion cracking.
Forms of supply
- Bar
- Finishes and dimensions:
Bar steel in grade SAF™ 2205+ is stocked in a number of sizes. The standard size range for stock comprises 75-260mm (selected dimensions). Round bar is supplied in the solution annealed and quenched and peel-turned condition. - Lengths
Bars are delivered in random lengths of 3-7 m, depending on diameter.
Straightness |
| 75 – 260mm | 1 mm/m |
Tolerances
| Diameter, mm | Tolerances, mm |
| 75-260 | -0/+1.50 |
Surface condition
| Ra, µm, typical values | Diameter, mm | |
| Peeled and burnished | 1 | 75-200 |
| Peel turned | 2 | >205 - 260 |
Heat treatment
SAF™ 2205+ stock program bars are delivered in the solution annealed and quenched condition.
Solution annealing
Solution annealing at 1020 – 1100°C (1870 – 2010°F) followed by quenching.
Mechanical properties
The following values apply to material in the solution annealed and quenched condition up to bar stock size 260mm.
At 20°C (68°F)
| Proof strength | Tensile strength | Elong. | Hardness | |
|---|---|---|---|---|
| Rp0.2a) | Rp1.0a) | Ab) | Brinell | |
| MPa | MPa | MPa | % | |
| ≥450 | ≥500 | 660-860 | ≥25 | ≤270 |
| Proof strength | Tensile strength | Elong. | Hardness | |
|---|---|---|---|---|
| Rp0.2a) | Rp1.0a) | Ab) | Brinell | |
| ksi | ksi | ksi | % | |
| ≥65 | ≥73 | 96-125 | ≥25 | ≤270 |
1 MPa = 1 N/mm 2
a) Rp0.2 and Rp1.0 correspond to 0.2% offset and 1.0% offset yield strength respectively.
b) Based on L0 = 5.65√S, where L0 is the original gauge length and S0 the original cross-sectional area.
Impact strength
SAF™ 2205+ possesses good impact strength both at room temperature and at low temperatures. Fig. 2 shows typical impact energy values for SAF™ 2205+ bars in different sizes at -50°C (-58°F). The values apply for standard Charpy-V specimens (10 x 10 mm, 0.39 x 0.39 in.) taken in the longitudinal direction of the bar. For dimensions larger than 260 mm (10.2 in.) the impact strength is somewhat lower.
SAF™ 2205+ bar stock program guarantees an impact strength of 70 J (52 ft-lb) at -50°C (-58°F) for dimensions up to 260 mm (10.2 in.). Over 260 mm (10.2 in.), values for information only.
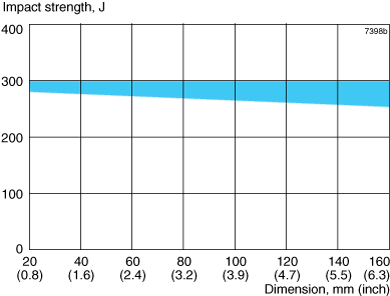 Figure 2. Typical impact strength values for Sandvik SAF 2205™+ bar at -50°C (-58°F).
Figure 2. Typical impact strength values for Sandvik SAF 2205™+ bar at -50°C (-58°F).
At high temperatures
If SAF™ 2205+ is exposed for prolonged periods to temperatures exceeding 280 °C (540 °F), the microstructure changes which results in a reduction in impact strength. This effect does not necessarily affect the behavior of the material at the operating temperature. Contact Alleima for advice. For pressure vessel applications, 280°C (540°F) is required as a maximum.
| Temp. | Proof Strength | Temp. | Proof Strength |
|---|---|---|---|
| Rp0.2 | Rp0.2 | ||
| °C | MPa | °F | ksi |
| min. | min. | ||
| 100 | 360 | 200 | 52 |
| 150 | 335 | 300 | 49 |
| 200 | 315 | 400 | 46 |
| 250 | 300 | 500 | 44 |
Physical properties
Density: 7.8 g/cm3, 0.28 lb/in3
| Temperature, °C | J/(kg °C) | Temperature, °F | Btu/(lb °F) |
|---|---|---|---|
| 20 | 480 | 68 | 0.11 |
| 100 | 500 | 200 | 0.12 |
| 200 | 530 | 400 | 0.13 |
| 300 | 550 | 600 | 0.13 |
| 400 | 590 | 800 | 0.14 |
Thermal conductivity
| Temperature,°C | 20 | 100 | 200 | 300 | 400 |
|---|---|---|---|---|---|
| W/(m °C) | |||||
| SAF™ 2205+ | 14 | 16 | 17 | 19 | 20 |
| ASTM 316L | 14 | 15 | 17 | 18 | 20 |
| Temperature, °F | 68 | 200 | 400 | 600 | 800 |
|---|---|---|---|---|---|
| Btu/(ft h °F) | |||||
| SAF™ 2205+ | 8 | 9 | 10 | 11 | 12 |
| ASTM 316L | 8 | 9 | 10 | 10 | 12 |
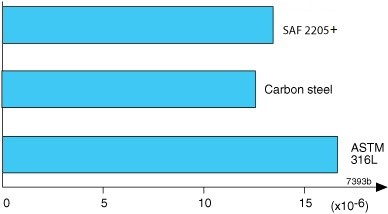
Thermal expansion, mean values in temperature ranges (x10-6)
| Temperature, °C | 30-100 | 30-200 | 30-300 | 30-400 |
|---|---|---|---|---|
| Per °C | ||||
| SAF™ 2205+ | 13.0 | 13.5 | 14.0 | 14.5 |
| Carbon steel | 12.5 | 13.0 | 13.5 | 14.0 |
| ASTM 316L | 16.5 | 17.0 | 17.5 | 18.0 |
| Temperature, °F | 86-200 | 86-400 | 86-600 | 86-800 |
|---|---|---|---|---|
| Per °F | ||||
| SAF™ 2205+ | 7.0 | 7.5 | 7.8 | 8.0 |
| Carbon steel | 6.8 | 7.0 | 7.5 | 7.8 |
| ASTM 316L | 9.0 | 9.5 | 9.8 | 10.0 |
| Temperature, °C | μΩm | Temperature, °F | μΩin. |
|---|---|---|---|
| 20 | 0.74 | 68 | 29.1 |
| 100 | 0.85 | 200 | 33.1 |
| 200 | 0.96 | 400 | 39.8 |
| 300 | 1.00 | 600 | 43.3 |
| 400 | 1.10 | 800 | 43.3 |
| Temperature, °C | MPa | Temperature, °F | ksi |
|---|---|---|---|
| 20 | 200 | 68 | 29.0 |
| 100 | 194 | 200 | 28.2 |
| 200 | 186 | 400 | 27.0 |
| 300 | 180 | 600 | 26.2 |
Welding
The weldability of SAF™ 2205+ is good. Welding must be carried out without preheating. Subsequent heat treatment is normally not required. Suitable methods of fusion welding are manual metal-arc welding (MMA/SMAW) and gas-shielded arc welding, with the TIG/GTAW method as first choice.
For SAF™ 2205+ heat-input of <2.5 kJ/mm and interpass temperature of <150°C (300°F) are recommended.
Recommended filler metals:
TIG/GTAW or MIG/GMAW welding
ISO 14343-A W/G 22 9 3 N L / AWS A5.9 ER2209 (e.g. Exaton 22.8.3.L)
MMA/SMAW welding
ISO 3581-A E 22 9 3 N L R / AWS A5.4 E2209-17 (e.g. Exaton 22.9.3.LR)
For welds exposed to particularly severe environments more resistant welding consumables are recommended:
TIG/GTAW or MIG/GMAW welding
ISO 14343-A W/G 25 9 4 N L / AWS A5.9 ER2594 (e.g. Exaton 25.10.4.L)
MMA/SMAW welding
ISO 3581-A E 25 9 4 N L R / AWS A5.4 E2594-16 (e.g. Exaton 25.10.4.LR)
Machining
The machining of SAF™ 2205+, as with other stainless steels, requires an adjustment of tooling data and machining method in order to achieve satisfactory results. Compared to Sanmac® 2205, the cutting speed must be reduced when turning SAF™ 2205+ with coated cemented carbide tools. The same applies to most other cutting operations. Feed should only be modified slightly and with caution.
The table below shows the ranges within which you can choose cutting data to obtain a tool life of 7 minutes in the duplex material SAF™ 2205+. The diagram is applicable for short cutting times. For long, continuous cuts, the cutting speeds should be slightly reduced.
Recommended insert and cutting data for turning SAF™ 2205+
| Insert | Cutting data | Application | |||||
|---|---|---|---|---|---|---|---|
| Geometry | Grade | Insert | Feed | Cutting speed | |||
| mm/rev. | in./rev. | m/min | ft/min | ||||
|
MF
|
GC2015
|
SNMG 120404-MF
|
0.15
|
0.006
|
180
|
590
|
Finishing
|
|
MM
|
GC2025
|
SNMG 120408-MM
|
0.25
|
0.010
|
100
|
330
|
Medium machining
|
Disclaimer: Recommendations are for guidance only, and the suitability of a material for a specific application can be confirmed only when we know the actual service conditions. Continuous development may necessitate changes in technical data without notice. This datasheet is only valid for Alleima materials.