SAF™ 2507 is a high alloy duplex (austenitic-ferritic) stainless steel for service in highly corrosive conditions. The grade is characterized by:
- Excellent resistance to stress corrosion cracking in chloride-bearing environments
- Excellent resistance to pitting and crevice corrosion
- High resistance to general corrosion
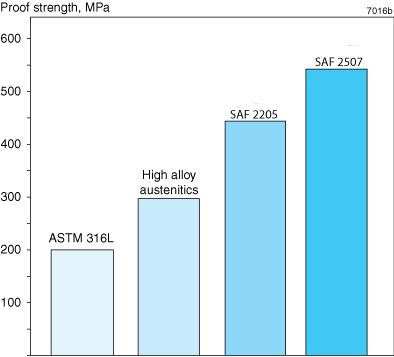
- Very high mechanical strength
- Physical properties that offer design advantages
- High resistance to erosion corrosion and corrosion fatigue good weldability
- Excellent mechanical properties that allow for lighter constructions, more compact design and less welding
Standards
- UNS: S32750
- EN Number: 1.4410
- EN Name: X2CrNiMoN25-7-4
Product standards
- EN 10088-3, (dimensions up to 160 mm)
- EN 10272, EN 10222-5
- ASTM A479, ASTM A276
- NORSOK MDS D57 Rev 4, Rev 5
- Suitable for manufacturing of components in accordance with ASTM A182
Approvals
- Pressure Equipment Directive (2014/68/EU)
- NORSOK M650 Ed. 4, NORSOK M630 Ed. 6, dimensions up to 250 mm.
- DNV, dimensions up to 250 mm
- Pre-approval for PMA
Certificate
Status according to EN 10 204/3.1
Chemical composition (nominal)
| C | Si | Mn | P | S | Cr | Ni | Mo | N | Cu |
|---|---|---|---|---|---|---|---|---|---|
| ≤0.030 | ≤0.8 | ≤1.2 | ≤0.035 | ≤0.015 | 25 | 7 | 4 | 0.3 | ≤0.5 |
Applications
SAF™ 2507 is a duplex stainless steel specially designed for service in aggressive chloride-containing environments. Typical applications are:
- Oil and gas industry
- Seawater cooling
- Salt evaporation industry
- Desalination plants
- Geothermal wells
- Refineries and petrochemical plants
- Mechanical components requiring high strength
- Pulp and paper industry
Corrosion resistance
General corrosion
SAF™ 2507 is highly resistant to corrosion by organic acids, e.g. formic and acetic acid. It is suitable for use at high concentrations and temperatures, where austenitic stainless steels corrode at a high rate.
Resistance to inorganic acids is comparable to that of high alloy austenitic stainless steels in certain concentration ranges.
Pitting and crevice corrosion
The pitting and crevice corrosion resistance of a stainless steel is primarily determined by the content of chromium, molybdenum and nitrogen. An index for comparing the resistance to pitting and crevice corrosion is the PRE number (Pitting Resistance Equivalent).
The PRE is defined as, in weight-% PRE = %Cr + 3.3 x %Mo + 16 x %N
For duplex stainless steels the pitting corrosion resistance is dependent on the PRE-value in both the ferrite phase and the austenite phase, so that the phase with the lowest PRE-value will be limiting for the actual pitting corrosion resistance. In SAF™ 2507 the PRE-value is equal in both phases, which has been achieved by a careful balancing of the elements.
The minimum PRE-value for SAF™ 2507 is 41. This is significantly higher than e.g. the PRE-values for other duplex stainless steels of the 25Cr type which are not "super-duplex". As an example UNS S31260 (25Cr3Mo0.2N) has a PRE-value of typically 38.
One of the most severe pitting and crevice corrosion tests applied to stainless steel is ASTM G48, i.e., exposure to 6% FeCl3 with and without crevices (method A and B respectively). When pits are detected following a 24 hours exposure, together with a substantial weight loss (>5 mg), the test is interrupted. Otherwise, the temperature is increased 5°C (9°F) and the test is continued with the same sample. Figure 4 shows critical pitting and crevice temperatures (CPT and CCT) from this test.
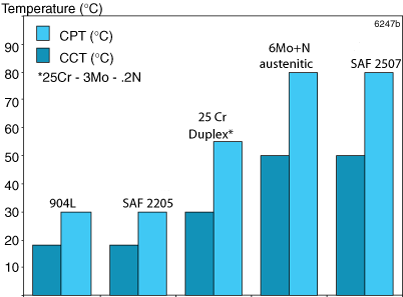
Figure 4. Critical pitting and crevice temperatures in 6% FeCl3. 24h (similar to ASTM G48).
Stress corrosion cracking
SAF™ 2507 has excellent resistance to chloride-induced stress corrosion cracking.
Erosion corrosion and corrosion fatigue
The superior mechanical properties combined with the improved corrosion resistance of SAF™ 2507 result in excellent resistance to both erosion corrosion and corrosion fatigue compared to standard austenitic stainless steels.
Forms of supply
Finishes and dimensions
SAF™ 2507 bar steel is stocked in a large number of sizes. The standard size range for stock comprises 20-250 mm, see pocket card S-02909. Round bar is supplied in solution annealed and water quenched condition. The surface is peeled turned and polished.
Lengths
Bars are delivered in random lengths of 3-7 m, depending on diameter.
Straightness
| Diameter mm |
Height of arch, mm/m Typical value |
|---|---|
| 20 - 70 | 1 |
| > 70 | 2 |
Tolerances, mm-sizes
| Diameter, mm | Tolerances, mm |
|---|---|
| 20-35 | -0/+0.15 |
| 40-45 | -0/+0.16 |
| 50-70 | -0/+0.19 |
| 75-95 | -0/+1.00 |
| 100-250 | -0/+1.50 |
Surface conditions
| Surface conditions |
Ra, µm Typical value |
Size, mm dia |
|---|---|---|
| Peeled and burnished | 1 | 20-250 |
Heat Treatment
Bars are normally delivered in solution annealed and quenched condition. Additional heat treatment, as recommended below is only needed if further hot working has been made.
Solution annealing
Slow heating up to 1000°C (1830°F). Annealing at 1050-1125°C (1920-2060°F), followed by quenching.
Mechanical properties
Bar steel is tested in delivery condition.
The following figures apply to material in the solution annealed and quenched condition.
For small sections the proof strength values are higher than those listed below at 20 °C (68 °F).
More detailed information can be supplied on request.
At 20°C (68°F)
Metric units, bar
| Proof strength | Tensile strength | Elong. | HB |
|---|---|---|---|
| Rp0.2a) | Rm | Ab) | |
| MPa | MPa | % | |
| approx. | |||
| ≥550 | 760-930 c) | ≥25 | 260 |
Imperial units, bar
| Proof strength | Tensile strength | Elong. | Hardness |
|---|---|---|---|
| Rp0.2a) | Rm | Ab) | Rockwell C |
| ksi | ksi | % | |
| ≥80 | 110-135 | ≥25 | ≤28 |
1 MPa = 1 N/mm2
a) Rp0.2 corresponds to 0.2% offset yield strength.
b) Based on L0 = 5.65√S0 , where L0 is the original gauge length and S0 the original cross-section area.
c) For sizes below 50 mm/2" Rm min. 800 MPa.
At higher temperatures
If SAF™ 2507 is exposed for prolonged periods to temperatures exceeding 250°C (480°F), the microstructure changes which results in a reduction in impact strength. This effect does not necessarily affect the behavior of the material at the operating temperature.
More detailed information can be supplied on request.
Impact strength
SAF™ 2507 possesses good impact strength. Figure 2 shows typical impact energy values for SAF™ 2507 in different sizes at -20°C (-4°F), using standard Charpy V specimens. Samples taken in the longitudinal direction.
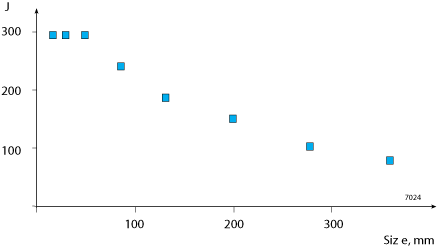
The impact energy (Charpy V) at 20°C (68°F) is min 100 J (74 ft-lb).
Physical properties
Density: 7.8 g/cm3, 0.28 lb/in3
Specific heat capacity
Metric units, Imperial units
| Temperature, °C | J/(kg °C) | Temperature, °F | Btu/(lb °F) |
|---|---|---|---|
| 20 | 490 | 68 | 0.12 |
| 100 | 505 | 200 | 0.12 |
| 200 | 520 | 400 | 0.12 |
| 300 | 550 | 600 | 0.13 |
| 400 | 585 | 800 | 0.14 |
Thermal conductivity
Metric units, W/(m °C)
| Temperature, °C | 20 | 100 | 200 | 300 | 400 |
|---|---|---|---|---|---|
| SAF™ 2507 | 14 | 15 | 17 | 18 | 20 |
| AISI 316L | 14 | 15 | 17 | 18 | 20 |
Imperial units, Btu/(ft h °F)
| Temperature, °F | 68 | 200 | 400 | 600 | 800 |
|---|---|---|---|---|---|
| SAF™ 2507 | 8 | 9 | 10 | 11 | 12 |
| AISI 316L | 8 | 9 | 10 | 10 | 12 |
Thermal expansion
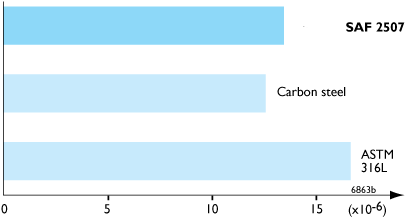
SAF™ 2507 has a coefficient of thermal expansion close to that of carbon steel. This gives SAF™ 2507 definite design advantages over austenitic stainless steels in equipment comprising of both carbon steel and stainless steel. The values given below are average values in the temperature ranges.
Metric units, x10-6/°C
| Temperature, °C | 30-100 | 30-200 | 30-300 | 30-400 |
|---|---|---|---|---|
| SAF™ 2507 | 13.5 | 14.0 | 14.0 | 14.5 |
| Carbon Steel | 12.5 | 13.0 | 13.5 | 14.0 |
| ASTM 316L | 16.5 | 17.0 | 17.5 | 18 |
Imperial units, x10-6/°F
| Temperature, °F | 86-200 | 86-400 | 86-600 | 86-800 |
|---|---|---|---|---|
| SAF™ 2507 | 7.5 | 7.5 | 8.0 | 8.0 |
| Carbon Steel | 6.8 | 7.0 | 7.5 | 7.8 |
| ASTM 316L | 9.0 | 9.5 | 10.0 | 10.0 |
Resistivity
| Temperature, °C | μΩm | Temperature, °F | μΩin. |
|---|---|---|---|
| 20 | 0.83 | 68 | 32.7 |
| 100 | 0.89 | 200 | 34.9 |
| 200 | 0.96 | 400 | 37.9 |
| 300 | 1.03 | 600 | 40.7 |
| 400 | 1.08 | 800 | 43.2 |
Modulus of elasticity, (x103)
Metric units Imperial units
| Temperature, °C | MPa | Temperature, °F | ksi |
|---|---|---|---|
| 20 | 200 | 68 | 29.0 |
| 100 | 194 | 200 | 28.2 |
| 200 | 186 | 400 | 27.0 |
| 300 | 180 | 600 | 26.2 |
Microstructure
In the solution annealed and quenched condition SAF™ 2507 has an austenitic-ferritic microstructure which is free from grain boundary carbides and intermetallic phases. The ferrite content is 35-55%.
Machining
Being a two-phase material (austenitic-ferritic) SAF™ 2507 will present a different wear picture from that of single-phase steels of type ASTM 304L. The cutting speed must therefore be lower than that recommended for ASTM 304L. It is recommended that a tougher insert grade is used than when machining austenitic stainless steels, e.g. ASTM 304L. Also in comparison with SANMAC® 2205 lower speed and tougher insert grade is recommended. Machining recommendations available on request. More cutting data information for SAF™ 2507 is available in the product handbook S-02909-ENG, these recommendations could act as guidelines in choice of appropriate cutting data.
Welding
The weldability of SAF™ 2507 is good. Suitable methods of fusion welding are manual metal-arc welding (MMA/SMAW) and gas-shielded arc welding, with the TIG/GTAW method as first choice.
For SAF™ 2507, heat input of 0.2-1.5 kJ/mm and interpass temperature of <150°C (300°F) are recommended. Preheating and post-weld heat treatment are normally not necessary.
Recommended filler metals
GTAW/TIG welding
ISO 14343 S 25 9 4 N L / AWS A5.9 ER2594 (e.g. Exaton 25.10.4.L)
MMA/SMAW welding
ISO 3581 E 25 9 4 N L R / AWS A5.4 E2594-16 (e.g. Exaton 25.10.4.LR)
ISO 3581 E 25 9 4 N L B / AWS A5.4 E2594-15 (e.g. Exaton 25.10.4.LB)
Disclaimer: Recommendations are for guidance only, and the suitability of a material for a specific application can be confirmed only when we know the actual service conditions. Continuous development may necessitate changes in technical data without notice. This datasheet is only valid for Alleima materials.