显而易见,不破坏刀片很难确认硬化效果。简单的硬度测试只能部分评估硬化结果,不能完全反映硬化过程是否合格。因此,对于热处理各个步骤的时间和温度,必须按照硬化指南执行,这一点极为重要。
为了确定材料具有正确的微观组织、韧性和足够的抗腐蚀性能,应定期送交刀片到测试实验室进行检测。
如果在淬火后发现需要调整刀片的平面度和直线度,最好在材料回火之前进行,至少应在冷却至室温前进行。
建议不要进行二次硬化,因为收效甚微。但如果出于某种原因,必须要进行二次硬化,建议硬化温度比正常硬化低 10°C (50°F) 左右。不过,较大的批次可按常规操作。
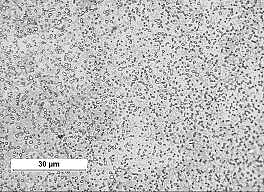
最佳硬化效果是形成回火马氏体基体,很细小且均匀分布的碳化物以及一定量的残余奥氏体。残余奥氏体含量应介于 5 到 15% 之间(参见下图)。