Alleima® Ti Grade 9 (Alleima® Ti 3Al-2.5V) is a titanium grade characterized by excellent corrosion resistance to seawater and higher mechanical properties than stainless steels. The Ti-3-2.5 alloy is characterized by:
- Excellent resistance to general corrosion in seawater applications
- High mechanical strength, superior strength to weight ratio
- Resistant to stress corrosion cracking in chloride and sour gas environments
- Excellent resistance to pitting, crevice, and erosion corrosion
- Good formability and weldability
- Very low thermal expansion
- Excellent fatigue properties from Alleima's proprietary processing that controls crystal texture
Standards
- ASTM: Grade 9
- UNS: R56320
Chemical composition (nominal)
| Al | V | N | H | O | Fe | C |
|---|---|---|---|---|---|---|
| ≤3.5 - 2.5 | ≤3.0 - 2.0 | ≤0.02 | ≤0.013 | ≤0.12 | 0.25 | 0.10 |
Applications
Ti-3-2.5 as a cold-worked and heat treated titanium alloy provides excellent service in aggressive chloride-containing environments. Typical applications are:
Oil and gas industry
Chloride environments such as seawater handling and process systems and hydraulic and process fluid tubes in umbilicals.
Seawater cooling
Tubing for heat exchangers and coolers on oil platforms, in refineries, chemical industries, process industries and other industries using seawater or chlorinated seawater as coolant.
Refineries and petrochemical plants
Tubes and pipes where the process environment contains a high amount of chlorides or sulfides.
Geothermal wells
Heat exchangers in geothermal exploitation units, systems exposed to geothermal or high-salinity brines, tubing and casing for production.
Pulp and paper industry
Tubing for chloride containing bleaching environments.
Desalination plants
Tube and pipe for seawater transport, heat exchanger tubing, and pressure vessels for reverse osmosis units.
Mechanical components requiring high strength
Propeller shafts and other products subjected to high mechanical load in seawater and other chloride-containing environments. Excellent mechanical and corrosion resistance properties make Alleima® Ti-3-2.5 tubing and pipe an economical choice for many other applications by reducing the product life cycle costs of equipment.
| Nominal | OD | Wall | OD | Wall |
|---|---|---|---|---|
| Bore | in. | in. | mm | mm |
| 1/4" Sch. 10 | 0.540 | 0.065 | 13.72 | 1.65 |
| 1/4" Sch. 40 | 0.540 | 0.088 | 13.72 | 2.24 |
| 1/4" Sch. 80 | 0.540 | 0.119 | 13.72 | 3.02 |
| 3/8" Sch. 10 | 0.675 | 0.065 | 17.15 | 1.65 |
| 3/8" Sch. 40 | 0.675 | 0.091 | 17.15 | 2.31 |
| 3/8" Sch. 80 | 0.675 | 0.126 | 17.15 | 3.20 |
| 1/2" Sch. 5 | 0.840 | 0.065 | 21.34 | 1.65 |
| 1/2" Sch. 10 | 0.840 | 0.083 | 21.34 | 2.11 |
| 1/2" Sch. 40 | 0.840 | 0.109 | 21.34 | 2.77 |
| 1/2" Sch. 80 | 0.840 | 0.167 | 21.34 | 3.73 |
| 3/4" Sch. 5 | 1.050 | 0.065 | 26.67 | 1.65 |
| 3/4" Sch. 10 | 1.050 | 0.083 | 26.67 | 2.11 |
| 3/4" Sch. 40 | 1.050 | 0.113 | 26.67 | 2.87 |
| 3/4" Sch. 80 | 1.050 | 0.154 | 26.67 | 3.91 |
| 1" Sch. 5 | 1.315 | 0.065 | 33.40 | 1.65 |
| 1" Sch. 10 | 1.315 | 0.109 | 33.40 | 2.77 |
| 1" Sch. 40 | 1.315 | 0.133 | 33.40 | 3.38 |
| 1" Sch. 80 | 1.315 | 0.179 | 33.40 | 4.55 |
| 1 1/4" Sch. 5 | 1.660 | 0.065 | 42.16 | 1.65 |
| 1 1/4" Sch. 10 | 1.660 | 0.109 | 42.16 | 2.77 |
| 1 1/4" Sch. 40 | 1.660 | 0.140 | 42.16 | 3.56 |
| 1 1/4" Sch. 80 | 1.660 | 0.191 | 42.16 | 4.85 |
| 1 1/2" Sch. 5 | 1.900 | 0.065 | 48.26 | 1.65 |
| 1 1/2" Sch. 10 | 1.900 | 0.109 | 48.26 | 2.77 |
| 1 1/2" Sch. 40 | 1.900 | 0.145 | 48.26 | 3.68 |
| 1 1/2" Sch. 80 | 1.900 | 0.200 | 48.26 | 5.08 |
| 2" Sch. 5 | 2.375 | 0.065 | 60.33 | 1.65 |
| 2" Sch. 10 | 2.375 | 0.109 | 60.33 | 2.77 |
| 2" Sch. 40 | 2.375 | 0.154 | 60.33 | 3.91 |
| 2" Sch. 80 | 2.375 | 0.218 | 60.33 | 5.54 |
| Tube size | OD | Wall | Weight | ||
|---|---|---|---|---|---|
| in. | in. | mm | lbs/ft | kg/m | |
| 3/4" x 16 BWG | 19.05 | 0.065 | 1.65 | 0.272 | 0.405 |
| 3/4" x 14 BWG | 19.05 | 0.083 | 2.11 | 0.338 | 0.503 |
| 1" x 16 BWG | 25.4 | 0.065 | 1.65 | 0.371 | 0.522 |
| 1" x 14 BWG | 25.4 | 0.083 | 2.11 | 0.465 | 0.692 |
| 1 1/4" x 14 BWG | 31.8 | 0.083 | 2.11 | 0.592 | 0.880 |
| 1 1/2" x 14 BWG | 38.1 | 0.083 | 2.11 | 0.718 | 1.609 |
BWG= Birmingham Wire Gauge
| Nominal OD | Wall | Weight | |||
|---|---|---|---|---|---|
| in. | mm | in. | mm | lb/ft | kg/m |
| 0.315 | 8 | 0.039 | 1.0 | 0.066 | 0.098 |
| 0.394 | 10 | 0.039 | 1.0 | 0.085 | 0.126 |
| 0.472 | 12 | 0.059 | 1.5 | 0.149 | 0.222 |
| 0.591 | 15 | 0.059 | 1.5 | 0.192 | 0.285 |
| 0.630 | 16 | 0.059 | 1.5 | 0.206 | 0.306 |
| 0.709 | 18 | 0.063 | 1.6 | 0.249 | 0.370 |
| 0.787 | 20 | 0.079 | 2.0 | 0.342 | 0.508 |
| 0.984 | 25 | 0.098 | 2.5 | 0.530 | 0.789 |
| 1.181 | 20 | 0.102 | 2.6 | 1.672 | 1.000 |
| 1.496 | 38 | 0.142 | 3.6 | 1.174 | 1.748 |
| 1.969 | 50 | 0.177 | 4.5 | 1.937 | 2.833 |
| Nominal OD | OD | Wall | Weight | ||
|---|---|---|---|---|---|
| in. | mm | in. | mm | lb/ft | kg/m |
| 0.250 | 6.35 | 0.035 | 0.89 | 0.046 | 0.068 |
| 0.250 | 6.35 | 0.036 | 0.91 | 0.047 | 0.070 |
| 0.375 | 9.53 | 0.035 | 0.89 | 0.073 | 0.109 |
| 0.375 | 9.53 | 0.036 | 0.91 | 0.075 | 0.111 |
| 0.375 | 9.53 | 0.048 | 1.22 | 0.096 | 0.143 |
| 0.375 | 9.53 | 0.049 | 1.24 | 0.098 | 0.146 |
| 0.500 | 12.70 | 0.048 | 1.22 | 0.133 | 0.198 |
| 0.500 | 12.70 | 0.049 | 1.24 | 0.135 | 0.201 |
| 0.500 | 12.70 | 0.064 | 1.63 | 0.170 | 0.253 |
| 0.500 | 12.70 | 0.065 | 1.65 | 0.173 | 0.257 |
| 0.625 | 15.88 | 0.048 | 1.22 | 0.169 | 0.252 |
| 0.625 | 15.88 | 0.049 | 1.24 | 0.172 | 0.256 |
| 0.750 | 19.05 | 0.048 | 1.22 | 0.206 | 0.307 |
| 0.750 | 19.05 | 0.049 | 1.24 | 0.210 | 0.313 |
Corrosion resistance
Ti-3-2.5 should not be used with strong reducing acids, fluoride solutions, pure oxygen, or anhydrous chlorine.
General corrosion
The general corrosion resistance of Ti-3-2.5 for a variety of environments is shown in Table 1. Ti-3-2.5 exhibits good corrosion resistance to a wide variety of environments including:
- Seawater and brines
- Inorganic salts
- Moist chlorine gas
- Alkaline solutions
- Oxidizing acids
- Organics and organic acids
- Sulfur compounds
Table 1 General corrosion rates for Grade 9.
| Environment | Conc. | Temp. | Corrosion | Rate |
|---|---|---|---|---|
| % | oC | mils/year | mm/year | |
| Acids | ||||
| Nitric | 10 | Boiling | 3.3 | 0.084 |
| Nitric | 40 | Boiling | 28 | 0.709 |
| Chromic | 10 | Boiling | 0.3 | 0.008 |
| Chromic | 30 | Boiling | 2.1 | 0.053 |
| Chromic | 50 | Boiling | 10.2 | 0.260 |
| Agua Regia | 3.1 | 20 | 0.6 | 0.015 |
| HCl (air agitated) | 3.0 | 35 | 0.16 | 0.004 |
| HCl (air agitated) | 5.0 | 35 | 0.04 | 0.001 |
| HCl | 0.5 | Boiling | 42.5 | 1.08 |
| HCl | 1 | 88 | 0.4 | 0.009 |
| HCl | 3 | 88 | 122 | 3.100 |
| HCl 0.2% FeCl3 | 1 | Boiling | 0.2 | 0.005 |
| HCl 0.2% FeCl3 | 5 | Boiling | 1.3 | 0.033 |
| HCl 0.2% FeCl3 | 10 | Boiling | 12 | 0.305 |
| H2SO4 (air agitated) | 5 | 35 | 1.0 | 0.025 |
| H2SO4 | 0.5 | Boiling | 334 | 8.48 |
| 7% H2SO4, 3% HCl, 3% CuCl, 1% FeCl3 | 70 | 5.1 | 0.13 | |
| Same | Boiling | 11.8 | 0.30 | |
| 13% H2SO4, 3.5% HCl, 1% CuCl, 1% FeCl3 | 50 | nil | nil | |
| Same | 70 | <4 | <0.1 | |
| Same | Boiling | 13.0 | 0.33 | |
| Alkali | ||||
| NaOH | 50 | 150 | 19.4 | 0.493 |
| KOH | 50 | 150 | 363 | 9.21 |
| NH4OH | 8 | 150 | nil | nil |
| NH4OH | 2.8 | 150 | nil | nil |
| Organics | ||||
| Acetic acid | 100 | Boiling | nil | nil |
| Citric acid | 50 | Boiling | 15.0 | 0.381 |
| Formic acid | 25 | 88 | <5 | <.013 |
| Formic acid | 50 | Boiling | 200 | 5.08 |
| Methanol | 99 | Boiling | nil | nil |
| Urea | 50 | 150 | 7.9 | 0.2 |
| Salts | ||||
| Seawater | - | Boiling | nil | nil |
| NaC saturated pH=1 | - | 93 | nil | nil |
| NaCl, 0.5% CH3COOH, saturated with H2S | 5 | RT | nil | nil |
| NaCl, 0.5% CH3COOH, saturated with H2S | 25 | RT | nil | nil |
| Ferric chloride | 10 | Boiling | nil | nil |
Crevice corrosion
The effect of temperature and pH on crevice corrosion of Ti-3-2.5 is shown in figure 11. The critical crevice temperature (CCT) of Ti-3-2.5 in a saturated NaCl brine solution with a pH of 5-8 is about 230°F (110°C). In comparison, the best duplex stainless steel has a CCT in seawater of 147°F (64°C).
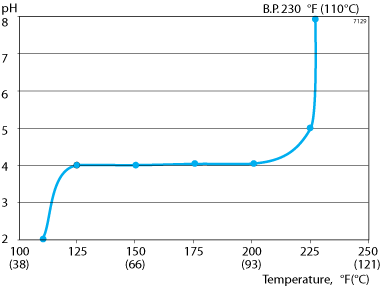
Figure 11 Crevice corrosion of Ti-3-2.5 in NaCl brine.
Stress corrosion cracking
Ti-3-2.5 shows excellent resistance to stress corrosion cracking (SCC) in hot chloride solutions. Grade 9 does not exhibit the kind of SCC problems which occur with higher strength titanium alloys and high oxygen commercially pure titanium.
Ti-3-2.5 U bend specimens have been tested for 440 days in boiling seawater without showing any signs of SCC. Samples run under the same conditions with 200 ppm of sulfide ion present in solution also showed no corrosion problems.
Erosion corrosion
Ti-3-2.5 shows excellent resistance to erosion in flowing seawater. Commercially pure titanium has been shown to be resistant to erosion in velocities up to 131 ft/sec (40 m/sec) even with 15 g/l of sand particles present. Ti-3-2.5 samples exhibited no signs of corrosion after a 30 day exposure in 320°F (160°C) flowing seawater with a flow rate of 10.2 ft/sec (3.1 m/sec).
Hydrogen embrittlement
Ti-3-2.5 tubing will absorb hydrogen under certain conditions of corrosion when atomic hydrogen is generated on the tube surface. Normally this occurs in the presence of galvanic coupling or impressed cathodic current and is enhanced by high temperatures and low pH. If hydrogen absorption occurs, brittle hydrides can form in the material. One method of reducing the effect of hydrogen embrittlement is to control the crystal texture of the tubing material. Hydrides form along preferred crystal planes and radially textured tubing is oriented so that hydrides will form circumferentially around the tube. This increases the distance that a crack must follow to propagate through the tube wall.
Fabrication
Bending
Ti-3-2.5 tubing can be bent at room temperature using standard bend tooling and techniques. The CWSR grade of tubing is routinely bent on a radius of three times the tube diameter. Thin walled tubing requires adequate support of the ID during bending. Due to the high strength and low modulus of this alloy, springback is about twice that of stainless steel and must be taken into account.
Maching and cutting
Machining and cutting Ti-3-2.5 tubing is routine when the following procedures are used:
- Use low cutting speeds and high feed rates
- Use large volumes of coolant
- Use sharp tools and replace as soon as worn
- Never stop feeding while tool is in contact with workpiece
Tubing and pipe specifications
ASTM B337: Seamless and welded pipe
ASTM B338: Seamless and welded tubing
ASME SB338: Seamless and welded tubing
AMS 4943: Aerospace hydraulic tubing, annealed
AMS 4944/4945: Aerospace hydraulic tubing, cold worked and stress relieved
Approved by the American Society of Mechanical Engineers (ASME) Boiler and Pressure Vessel Code, Section VIII, Div. 1, Case 2081
Sizes and surface conditions
Tube and pipe are supplied in the as cold reduced or cold reduced and heat treated to the annealed or stress relieved condition. Tubing can be delivered in the following surface conditions: as cold reduced, acid etched, belt polished, or furnace oxidized. The principal size range for seamless products is shown as the white area in figure 1.

Figure 1 Principal size range for seamless tube and pipe.
Alleima also offers titanium tubing as a SeamFree™ product in the size range shown in figure 2.
SeamFree™ tubing is manufactured by a patented process which utilizes a welded tube as starting material. This product is further tube reduced, then annealed, producing a uniform microstructure and mechanical and corrosion resistant properties similar to seamless tubing.
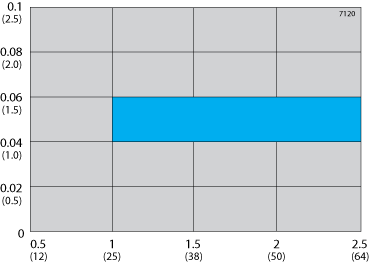
Figure 2 Principal size range for SeamFree™ tube.
Mechanical properties
Minimum tensile properties as specified by ASTM B338, vary with heat treatment as shown below.
Note: CWSR stands for cold worked, stress relieved.
| Ultimate Strength | Yield strength | Elongation 2" | |||
| ksi | MPa | ksi | MPa | % | |
| Annealed | 90 | 620 | 70 | 483 | 15 |
| CWSR | 125 | 860 | 105 | 725 | 10 |
Tubing mechanical properties can be tailored for a specific application, by controlling either strength or elongation, see figure 3.
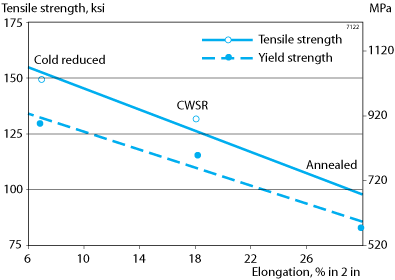
Figure 3 Tensile strength of Ti-3-2.5 tubing vs elongation for different heat treat conditions.
A comparison of the yield strength of tubing materials used in corrosive environments is shown in figure 4.
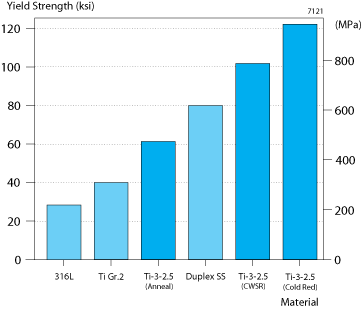
Figure 4 Yield strength comparison of corrosion resistant tubing materials.
Elevated temperature properties
Average measured elevated temperature tensile properties of Ti-3-2.5 tubing are shown in figures 5 and 6. These graphs compare Ti-3-2.5 tubing made in the CWSR condition to a high strength duplex stainless steel (UNS S32750). Ti-3-2.5 is usable to about 800°F (427°C), above that temperature, oxidation can occur.
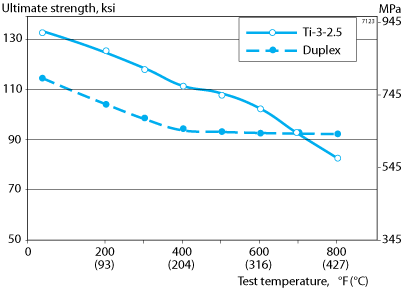
Figure 5 Temperature vs ultimate tensile strength for Ti-3-2.5 and duplex stainless steel tubing.
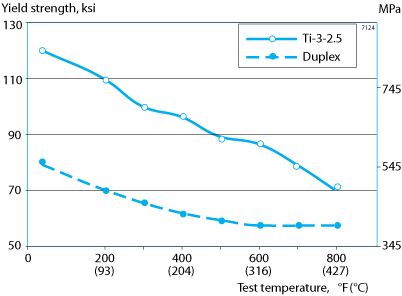
Figure 6 Temperature vs Yield strength for Ti-3-2.5 and duplex stainless steel tubing.
Impact strength
Charpy impact test data for Ti-3-2.5 annealed plate and weld metal measured at 32°F (0°C) is given below:
Base metal: -63 ft-lbs (86 Joules)
Weld metal: -60 ft-lbs (82 Joules)
Ti-3-2.5 is used in cryogenic applications and has a ductile brittle transition temperature below -300°F (-184°C).
Burst strength
Representative burst strengths for selected Ti-3-2.5 tubing sizes made to the CWSR condition are shown below.
| Tubing Size (OD x Wall) | Avg burst pressure | ||
|---|---|---|---|
| in. | mm | psi | MPa |
| 0.250 x 0.016 | 6.35 x 0.4 | 21,300 | 147 |
| 0.375 x 0.019 | 9.53 x 0.5 | 18,800 | 130 |
| 0.500 x 0.026 | 12.70 x 0.7 | 16,930 | 117 |
| 0.625 x 0.032 | 15.88 x 0.8 | 18,000 | 124 |
| 0.750 x 0.039 | 19.05 x 1.0 | 19,200 | 132 |
| 1.000 x 0.051 | 25.40 x 1.3 | 18,500 | 127 |
Elastic modulus
The elastic modulus of Ti-3-2.5, shown below, is roughly 1/2 that of steel alloys.
Annealed 15.0 x 10 psi 103 GPa
CWSR 14.5 x 10 -6 psi 100 GPa
Physical properties
Density 0.162 lbs/in 3 , 4.51 g/cm 3
Ti-3-2.5 tubing is lighter than comparable steel products, as its density is 45% less than steel tube alloys. The light weight and high strength give this product applications advantages where a strength-to-weight ratio better than stainless steel alloys are required.
| Room | 212°F | 392°F | 572°F | 752°F | |
|---|---|---|---|---|---|
| Temp | 100°C | 200°C | 300°C | 400°C | |
| Btu/(ft h °F) | 4.7 | 5.2 | 5.7 | 6.3 | 6.9 |
| W/(m °C) | 8.2 | 9.0 | 9.9 | 10.9 | 11.9 |
Thermal expansion
The coefficient of thermal expansion for Ti-3-2.5 in comparison to other corrosion resistant tubing alloys, is shown in figure 7.
This data is for a temperature range of 68-212 °F (20-100°C).
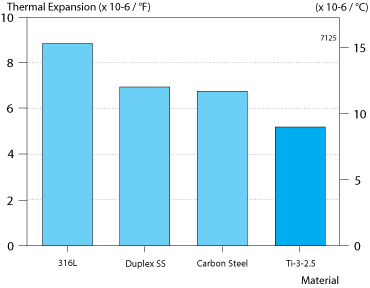
Figure 7 Thermal expansion comparison of corrosion resistant tubing materials.
Fatigue performance
Ti-3-2.5 tubing has been used in aerospace hydraulic lines for over 20 years due to its high strength to weight ratio and its excellent fatigue performance. A typical stress vs cycles to failure (SN) curve for CWSR Ti-3-2.5 tubing is shown in figure 8. This data is from planar flexure fatigue testing of a 90° bent tubing sample with 4000 psi (275 bar) static internal pressure. The tubing size used was 3/8" (9.53 mm) OD x 0.019" (0.5 mm) wall.
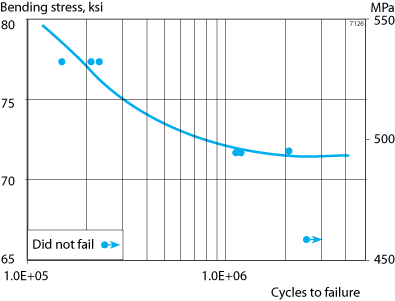
Figure 8 Ti-3-2.5 tubing SN fatigue curve.
The endurance fatigue limit for Ti-3-2.5 tubing in the annealed or CWSR conditions is about 50% of the materials ultimate tensile strength. It is possible to further fatigue enhance properties by controlling the crystallographic texture of the tubing. Titanium alloys have a hexagonal crystal structure which gives the material certain anisotropic properties. Alleimas proprietary pilgering processes allows it to orient the metal crystals which make up the tubing in favorable directions. The difference in tubing textures is explained in figure 9.
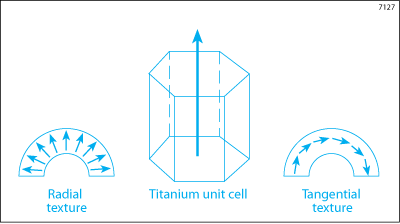
Figure 9 Titanium tubing texture
A number of studies have shown that tubing with a radial texture has better fatigue performance than tubing with a tangential texture. Crystal texture is measured by the contractile strain ratio test or CSR, with higher CSR numbers indicating more radial texture. The effect that crystal texture has on fatigue endurance limit is shown in figure 10. This data is based a series of planar flexure fatigue tests performed on 1/2" (12.7 mm) OD x 0.035" (0.9 mm) wall hydraulic tubing made to the CWSR condition.
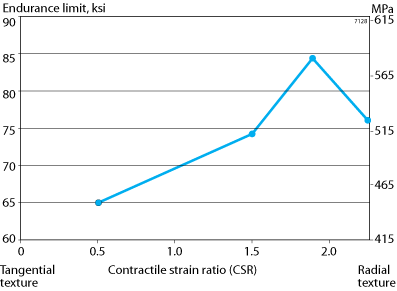
Figure 10 Fatigue endurance limit vs CSR number.
Weldability
The weldability of Ti-3-2.5 tubing is very good as long as the necessary precautions are taken. Due to the reactive nature of titanium, inert gas shielding must be in place on both the OD and ID of the tubes. The material must be also free from any grease or oil contamination.
Manual or automatic TIG welding is regularly used, to weld Ti-3-2.5 tubing either with or without filler wire. A low heat input should be used to minimize the size of the heat affected zone.
Annealed and cold worked stress relieved Ti-3-2.5 can both be readily welded- Weld joints on CWSR tubing retain about 90% of the initial tensile strength after welding. No post weld heat treatment is normally performed on grade 9 tubing.
Disclaimer: Recommendations are for guidance only, and the suitability of a material for a specific application can be confirmed only when we know the actual service conditions. Continuous development may necessitate changes in technical data without notice. This datasheet is only valid for Alleima materials.